Ligne de Laminage à Froid pour Barres d’Armature Droites
Transformation performante du fil machine en armatures nervurées droites à haute résistance

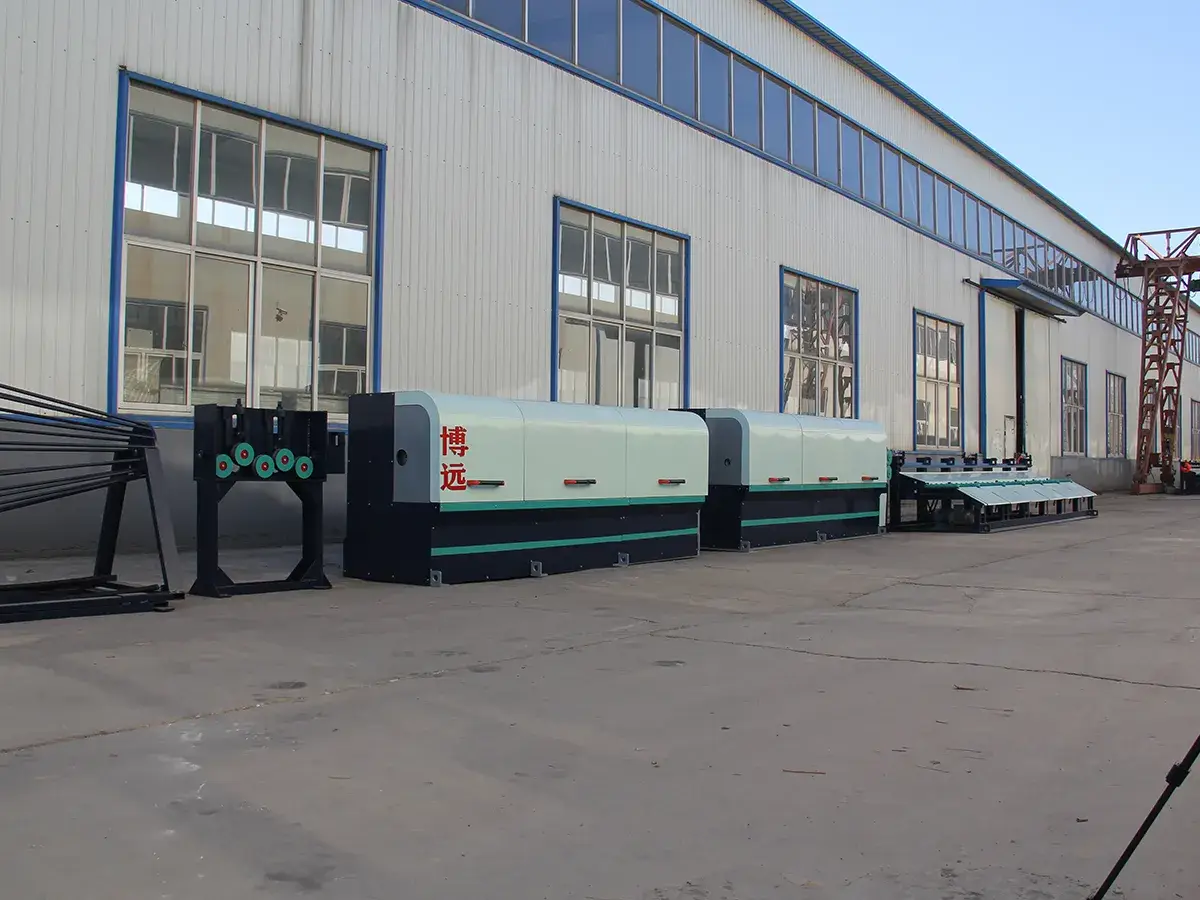
Cette ligne de production pour armatures droites laminées à froid est une solution polyvalente conçue pour transformer le fil machine laminé à chaud en armatures nervurées droites à haute résistance mécanique. En intégrant dans un seul processus continu la ligne de laminage à froid et les équipements de redressage et de coupe des armatures, cette installation offre une solution efficace et hautement automatisée pour le laminage et le traitement des fils d’armature. Le procédé de laminage à froid permet de former avec précision les nervures à la surface de l’acier, tandis que le système de redressage garantit l’obtention de barres parfaitement droites et homogènes. Cette combinaison assure une qualité de production constante ainsi qu’une excellente adhérence au béton.
L’équipement est conçu pour traiter des fils d’entrée d’un diamètre compris entre Ø5,5 mm et Ø14 mm, et produire des armatures nervurées finies de Ø5 mm à Ø12 mm, avec une vitesse de production maximale atteignant 5 m/s. Les armatures laminées à froid sont produites en longueurs fixes allant de 1,5 m à 12 m afin de répondre aux différents besoins de fabrication et de mise en œuvre sur chantier. Ces armatures sont largement utilisées dans le secteur de la construction pour les éléments structurels nécessitant une adhérence élevée au béton et une excellente résistance mécanique, notamment les colonnes, fondations, poutres, appuis de ponts ainsi que de nombreux autres ouvrages de génie civil et infrastructures.
-
- Diamètre du fil machine d’entrée Ø5.5–Ø14mm
-
- Diamètre des armatures finies Ø5–Ø12mm
-
- Longueur des armatures droites 1.5–12m
-
- Vitesse maximale de production 5m/s
-
- Puissance totale 300kW
 Cassettes de laminage à froid en carbure de tungstène
Cassettes de laminage à froid en carbure de tungstène Barre d'armature nervurée sur trois côtés
Barre d'armature nervurée sur trois côtés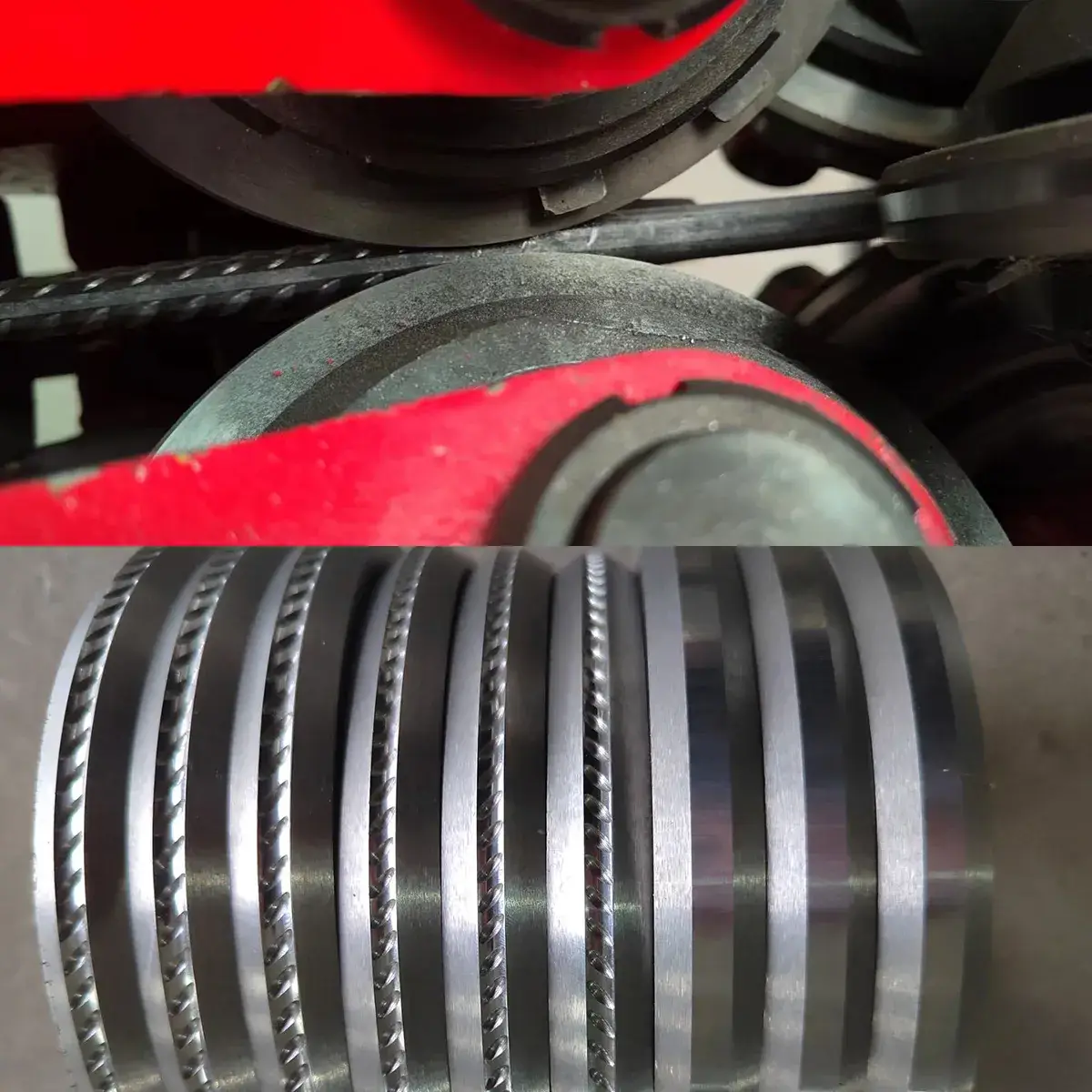 Cassettes de laminage en carbure de tungstène
Cassettes de laminage en carbure de tungstène Barre d'armature nervurée des deux côtés
Barre d'armature nervurée des deux côtésDéroulage du fil machine / alimentation du fil → élimination de la rouille → lubrification → laminage et formation des nervures → redressage et coupe → collecte des armatures finies
-
 Station de Chargement et Dérouleur
Station de Chargement et DérouleurLa ligne est dotée de deux stations de chargement fonctionnant en alternance afin d’assurer une alimentation continue du processus de production. Chaque station est dotée d’un système hydraulique permettant une rotation de 90°, facilitant ainsi la manipulation, le positionnement et le chargement des couronnes de fil machine. Associées au dérouleur, ces stations garantissent une alimentation régulière et stable du fil, contribuant à améliorer la productivité et à réduire les temps d’arrêt liés au remplacement des bobines.
-
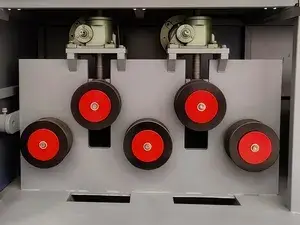 Unité de Décalaminage
Unité de DécalaminageL’unité de décalaminage est équipée de cinq rouleaux de cintrage qui courbent le fil ou l’armature lors de son passage dans le système. Cette action mécanique permet d’éliminer efficacement la rouille, les oxydes de surface et les couches de calamine présentes sur le matériau. La position des rouleaux peut être ajustée automatiquement par motorisation afin de s’adapter à différents diamètres de fil et exigences de production, garantissant ainsi une préparation optimale de la surface avant le laminage à froid.
-
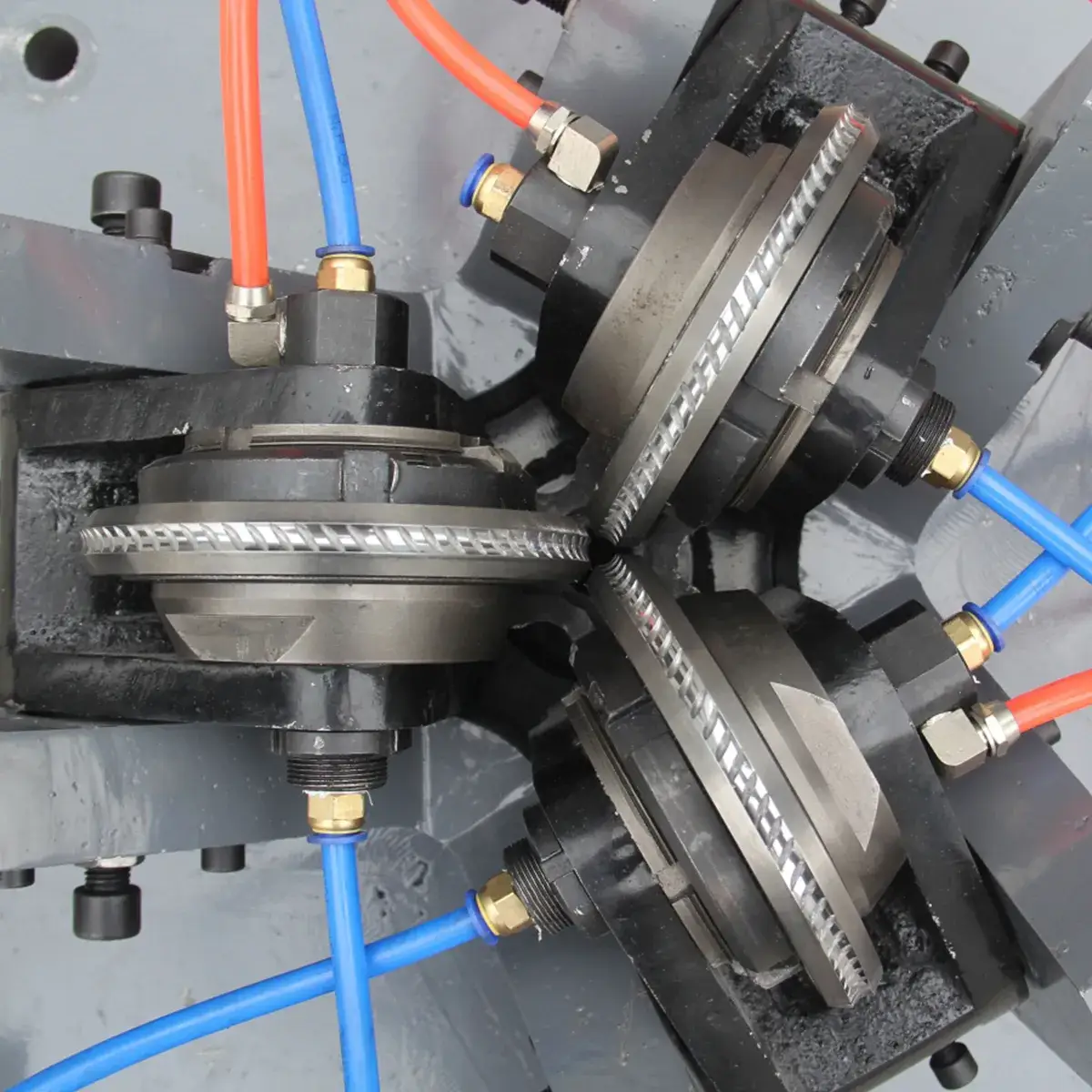
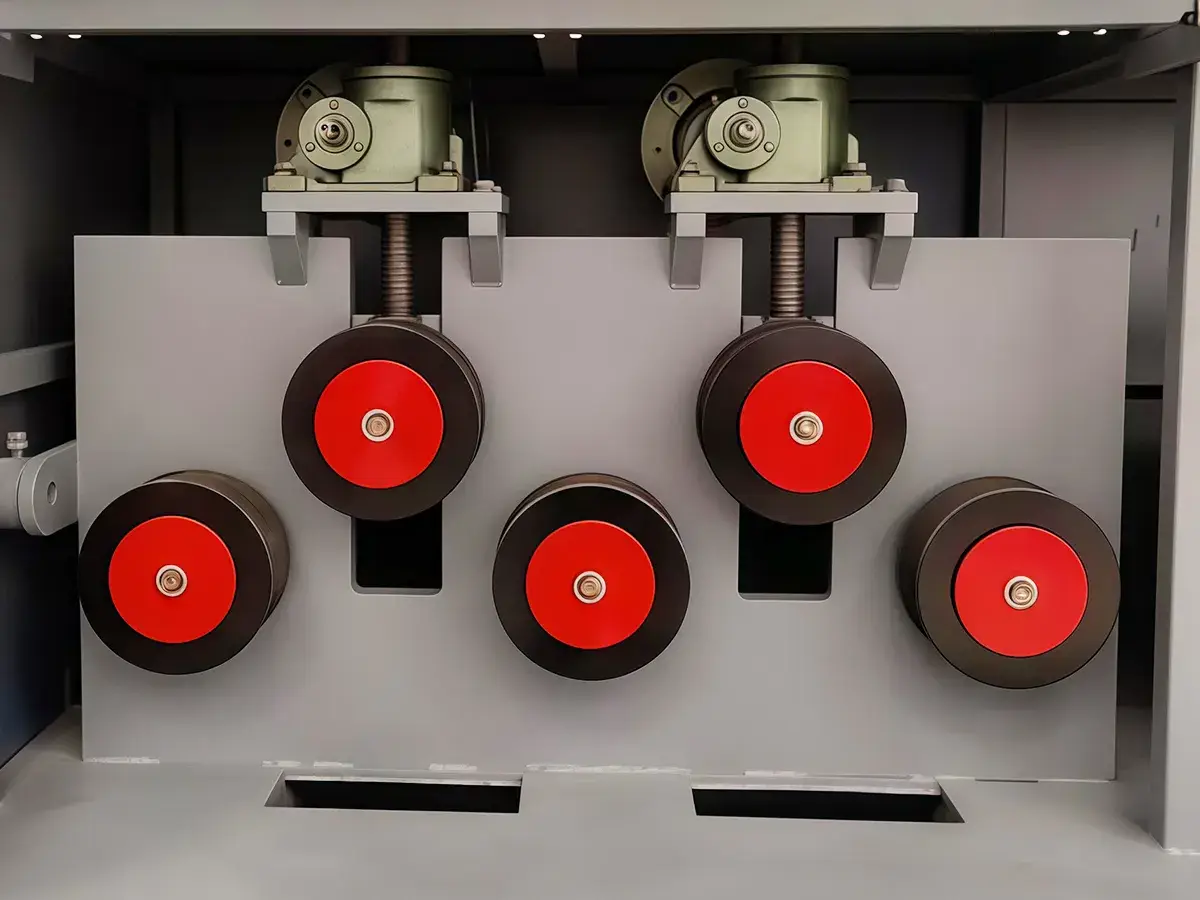
 Laminoirs à Froid (2 unités)
Laminoirs à Froid (2 unités)La ligne comprend deux laminoirs à froid, chacun équipé d’une cassette intégrant six rouleaux de laminage. Le premier laminoir est dédié à la réduction du diamètre du fil d’acier, tandis que le second assure la formation des nervures à la surface de l’armature. Cette configuration permet d’obtenir des armatures nervurées présentant des dimensions précises et des caractéristiques mécaniques optimisées. Les deux laminoirs fonctionnent en coordination avec deux cabestans d’entraînement, garantissant une alimentation fluide du matériau, une vitesse de traitement constante et une stabilité optimale du processus de production.
-
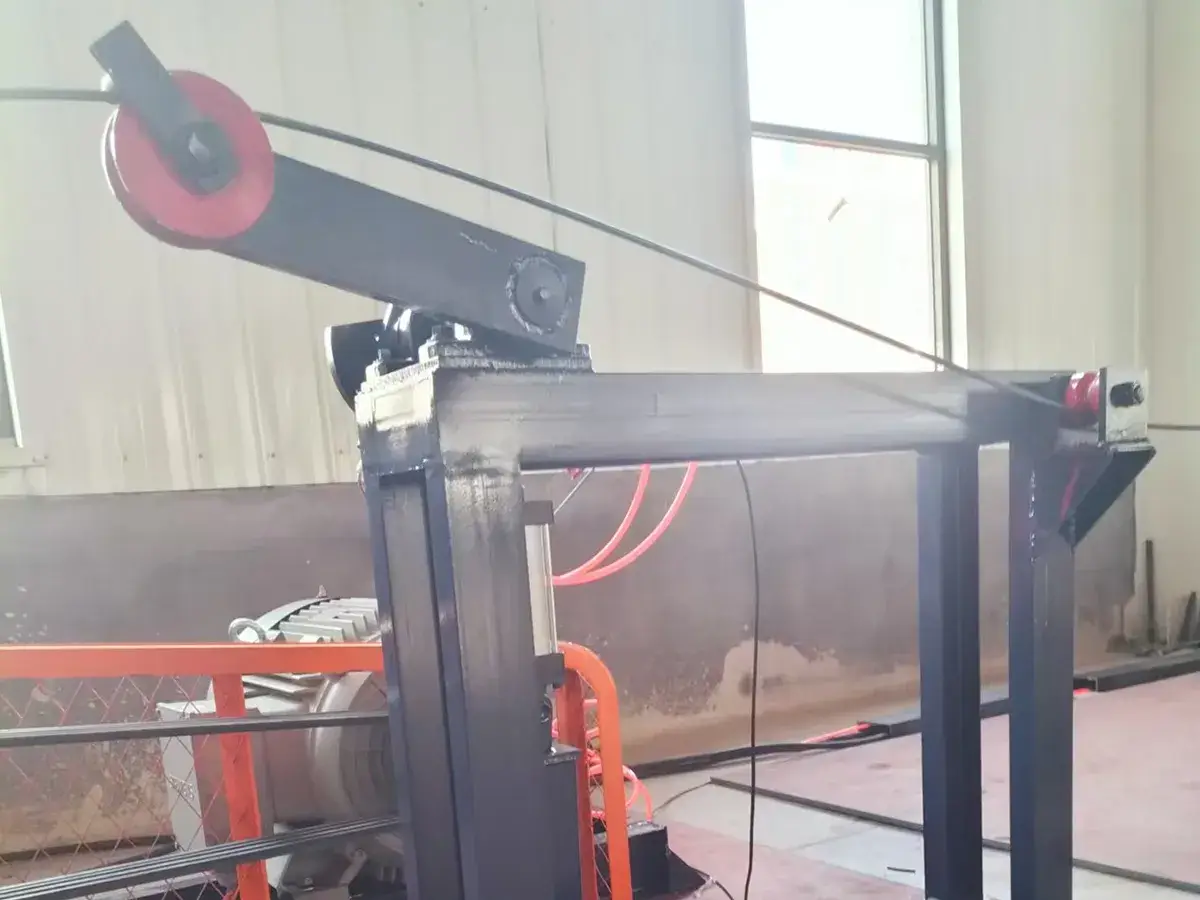
 Régulateur de Tension
Régulateur de TensionLe régulateur de tension est conçu pour équilibrer et contrôler la tension du matériau entre les laminoirs et la machine de redressage. Ce système contribue à maintenir un flux de production stable et continu, à réduire les variations de tension et à améliorer la qualité finale des armatures produites. Il participe également à la régularité du formage des nervures et à la précision dimensionnelle du produit fini.
-
 Machine de Redressage et de Coupe à Cisaille Volante
Machine de Redressage et de Coupe à Cisaille VolanteCette unité associe un système de redressage multi-galets à une cisaille volante, permettant de redresser les armatures nervurées après le processus de nervurage et de les couper automatiquement à la longueur souhaitée. Le procédé de redressage à multiples rouleaux préserve efficacement la surface de l’armature, maintient la netteté des nervures et limite les risques de rayures ou de détériorations, garantissant ainsi une excellente qualité du produit fini.
-
 Table de Collecte
Table de CollecteLa table de collecte est dotée d’un système de basculement automatique permettant un empilage ordonné et une collecte efficace des armatures produites. Elle facilite le regroupement de petites séries, dispose d’un mécanisme d’ouverture et de fermeture pneumatique et offre une capacité de charge pouvant atteindre 3 tonnes. La longueur standard de la table est de 12 mètres, avec des options de personnalisation disponibles afin de répondre aux besoins spécifiques des différents projets et configurations de production.




-
 Indonésie, 2025
Indonésie, 2025Ligne de production d’armatures de renforcement livrée pour la fabrication d’aciers destinés au secteur de la construction
-
 Chine, 2024
Chine, 2024Équipements de production de treillis soudés installés et mis en service sur le site de notre client
-
 Turquie, 2024
Turquie, 2024Ligne de traitement d’armatures laminées à froid en exploitation pour la fabrication d’aciers de renforcement destinés à l’industrie de la construction
-
 Turquie, 2024
Turquie, 2024Ligne de traitement d’armatures laminées à froid en exploitation pour la fabrication d’aciers de renforcement destinés à l’industrie de la construction