Ligne de Production de Torons de Précontrainte (Machine de fabrication de torons d’acier pour béton précontraint)

La ligne de production de torons de précontrainte est conçue pour la fabrication continue de torons d’acier de précontrainte 1×7 destinés aux applications de béton précontraint. Elle intègre les opérations de toronnage, de traitement thermique, de refroidissement, de contrôle de tension et d’enroulement dans un processus automatisé et performant.
Cette ligne de fabrication de torons de précontrainte est capable de produire les principaux types de torons utilisés dans l’industrie du béton précontraint, avec des diamètres compris entre 9,35 mm et 21,6 mm. Grâce à un processus de stabilisation hautement maîtrisé, elle permet aux fabricants d’obtenir des produits répondant de manière constante aux normes internationales les plus exigeantes, notamment EN 10138-3, ASTM A416, BS 5896 et JIS G3536.
Les torons d’acier 1×7 ainsi produits constituent une solution de renforcement privilégiée pour la fabrication d’éléments préfabriqués en béton, de poteaux en béton, de traverses, de poutres précontraintes ainsi que de nombreuses structures utilisées dans les secteurs de la construction, des infrastructures et du génie civil.
-
- Matériau Fil d'acier à haute teneur en carbone, non revêtu
-
- Structure 1×7 (6 fils extérieurs + 1 fil central)
-
- Plage de diamètres des torons 9.35–21.6 mm
-
- Plage de diamètres des torons compactés 12.7–21.6 mm
-
- Normes de référence EN 10138-3, ASTM A416, BS 5896, JIS G3536




Fil machine en acier à haute teneur en carbone → Dévidage sur bobine → Toronnage → Compactage du toron → Redressage → Mise en tension de premier étage → Traitement thermique par induction à moyenne fréquence → Refroidissement à l'eau → Mise en tension de deuxième étage → Compensation de tension → Enroulement → Bobinage en couches et emballage → Toron fini pour béton précontraint
-
 Dérouleur à Bobines
Dérouleur à BobinesCe dérouleur est doté d’une configuration à sept bobines, associée à une structure mécanique à double centre et à un dispositif de tension constante permettant d’assurer un déroulement stable et régulier des fils. Des roues d’amortissement doubles sont installées de chaque côté afin de maintenir une tension uniforme pendant l’alimentation. Les centres sont fabriqués en acier 42CrMo et bénéficient d’un traitement de surface offrant une dureté comprise entre HRC 55 et 60, garantissant une excellente résistance à l’usure et une grande durabilité.
-
 Machine de Toronnage
Machine de ToronnageLes sept fils d’acier sont guidés à travers un système à archet équipé de composants en fibre de verre et de guides-fils en alliage dur, puis torsadés à l’intérieur d’une cage rotative afin de former une structure 1×7. La transmission est assurée par des courroies synchrones à dents en arc, tandis que l’arbre principal adopte une conception intégrée et protégée. Le pas de toronnage peut être réglé électroniquement afin de s’adapter aux différents diamètres et spécifications de production, offrant ainsi une grande flexibilité et une excellente précision de fabrication.
-
 Machine de Redressage
Machine de RedressageAprès l’opération de toronnage, le toron de précontrainte passe à travers une filière de compactage en acier GCr15, permettant de resserrer sa structure et d’obtenir un toron plus compact et homogène. L’équipement est fourni avec cinq filières standard adaptées à différentes dimensions de production. Le toron traverse ensuite un redresseur à 7 rouleaux, composé de 3 rouleaux supérieurs et 4 rouleaux inférieurs, garantissant une excellente rectitude du produit fini et une qualité dimensionnelle constante.
-
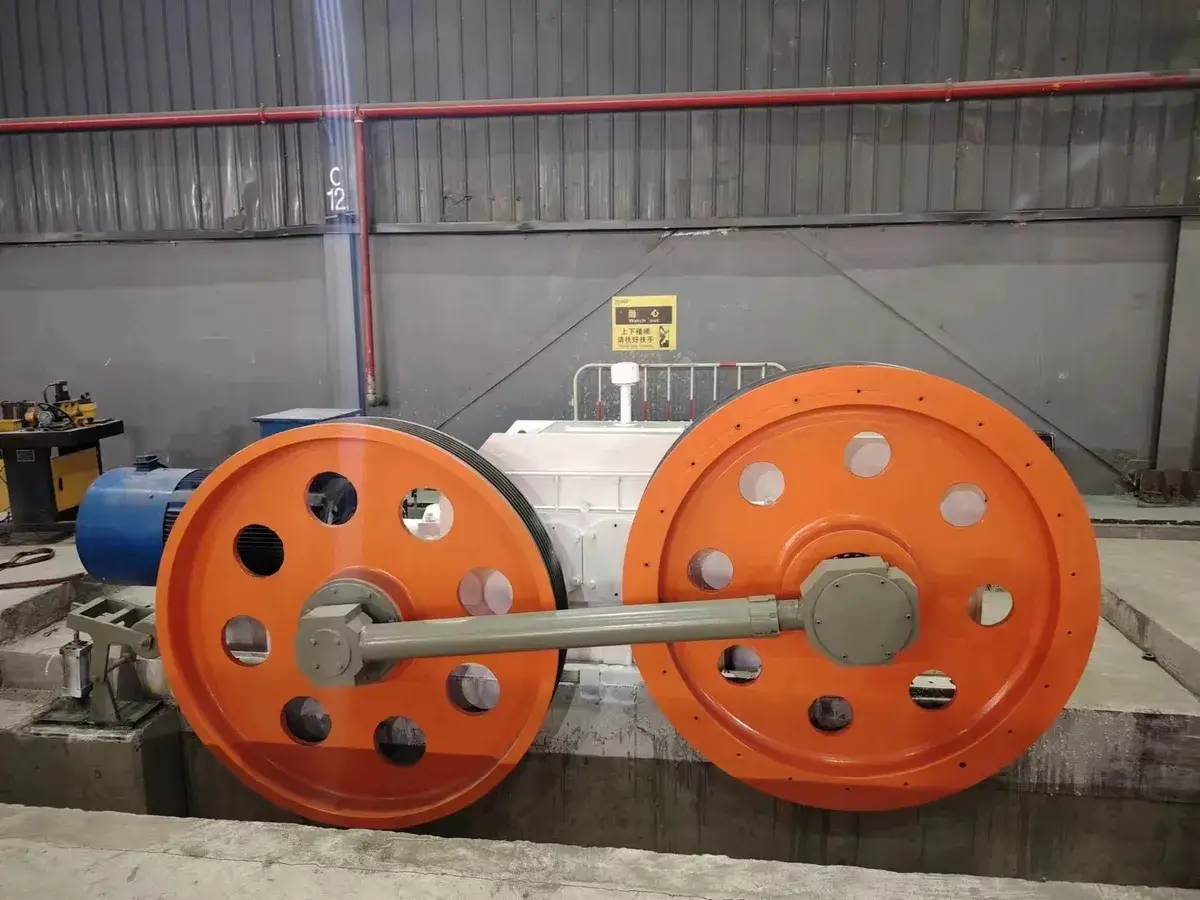
 Machine de Mise sous Tension
Machine de Mise sous TensionAvant le traitement thermique, le toron passe par une roue de tension de 2 020 mm pour une mise en tension préalable. La roue d'entraînement est équipée de sept gorges en V conçues pour le toron 1×7 - 17,8, avec une dureté de surface de gorge de HRC 55 - 62 et une tension maximale de 220 kN.
-
 Four à Induction à Moyenne Fréquence
Four à Induction à Moyenne FréquenceLe traitement thermique est réalisé dans un four à induction à moyenne fréquence numérique, avec une température réglable de 370 à 420°C. Un système de recirculation en eau adoucie assure le refroidissement interne, et la température est couplée au système de contrôle pour une régulation en boucle fermée. Le processus de chauffage élimine les contraintes résiduelles dans le toron et favorise des performances de faible relaxation optimales.
-
 Bac de Refroidissement
Bac de RefroidissementLa ligne de torons pour béton précontraint utilise un système de pulvérisation multipoints pour un refroidissement plus uniforme du toron lors de son passage. En sortie, de l'air comprimé souffle l'eau résiduelle sur le toron, garantissant une sortie sèche et réduisant grandement les risques de corrosion. Un couvercle est installé sur le bac afin de limiter les pertes thermiques et les émanations de vapeur d'eau.
-
 Machine de Mise en Tension
Machine de Mise en TensionÀ l'issue du traitement thermique et du refroidissement, le toron est acheminé vers une seconde machine de mise en tension, conçue selon le même principe que la première. Cette étape, opérant en parfaite complémentarité avec la section de tension initiale, assure une régularité optimale des dimensions finales et une cohérence accrue des propriétés mécaniques du toron en sortie de ligne.
-
 Compensateur de Tension
Compensateur de TensionCe module garantit la stabilité permanente de la tension d'enroulement, grâce à une régulation dynamique pilotée par retour de capteur de déplacement en temps réel. Les rouleaux guides, usinés en acier 42CrMo à surface trempée, offrent une durabilité exemplaire. Un guide-fil de précision, positionné en sortie, assure un acheminement fiable et sans défaut du toron jusqu'à l'enrouleur.
-
 Enrouleur à Grande Bobine
Enrouleur à Grande BobineLe toron fini est bobiné sur de grandes bobines de dimensions Ø2 400 × 1 800 mm, avec une capacité d'enroulement pouvant atteindre 28 tonnes. La section d'enroulement est entraînée par un moteur à fréquence variable de 55 kW, tandis que le guide-fil est animé par un moteur à fréquence variable dédié de 1,5 kW, se déplaçant le long d'un rail linéaire via une vis à billes pour garantir un bobinage parfaitement ordonné et régulier.
-
 Bobinage en Couches et Emballage
Bobinage en Couches et EmballageDes mouvements hydrauliques de déplacement, levage et poussée sont mis en œuvre pour le déchargement et l'emballage des couronnes. Le tambour présente un diamètre intérieur de 760 mm pour une longueur de 750 mm, et la couronne peut être déchargée en quatre ou huit sections. Le système automatique de pose de fil assure un bobinage net et homogène, avec une vitesse d'emballage supérieure à 250 m/min et un poids par couronne pouvant atteindre 4 tonnes.